История развития
История развития лаборатории началась в далеком 2010 году на этапе становления завода и на первых шагах являлась отделом обеспечения качества.
Деятельность отдела была многогранной и включала в себя различные направления:
- входной контроль поступающих материалов и компонентов
- технологический контроль качества
- внешние и внутренние аудиты качества
- разработка и сертификация системы менеджмента качества предприятия
- сертификация продукции
Отдельно стоит отметить, что до 2014 г. отдел обеспечения качества полностью занимался обе- спечением деятельности и организацией работы испытательного центра – независимого подраз- деления, на базе которого проводились сертификационные стендовые испытания.
Испытательный центр был сформирован из числа сотрудников отдела обеспечения качества. Для него была разработана отдельная система менеджмента качества, руководство по качеству, разработаны и аттестованы методики измерений.
Ввиду расширения продуктовой линейки и увеличения объемов производства в 2017 году в структуре отдела обеспечения качества была выделена заводская лаборатория.
Ужесточение регуляторных требований к организации неразрушающего контроля привели к тому, что в 2018 г. организация приобрела свой текущий статус – лаборатория неразрушающего контроля и обеспечения качества (ЛНКиОК).
Неразрушающий контроль (НК) был интегрирован в технологию производства с самого первого дня существования завода в Твери. Однако с течением времени требования к нему ужесточа- лись. В 2018 г. появились стандарты, регламентирующие правила организации и осуществления НК. Эти правила предполагали наличие аттестации ЛНКиОК по методам НК, применяемым в производстве новых подшипников, а также при ремонте.
В течение первого года существования ЛНКиОК была получена аттестация на визуально-измерительный метод контроля, задействованный на линии ремонта подшипников. Далее область аттестации была расширена и на методы, применяемые при производстве новых подшипников – ультразвуковая дефектоскопия на линии шлифовки и визуально-измерительный контроль на линии фосфатирования.
В декабре 2022 г. Федеральное агентство железнодорожного транспорта выдало свидетельство об аттестации ЛНКиОК уже для ООО «ТЕК-КОМ Производство».
Наличие знаний и современного измерительного оборудования в лаборатории ТЕК-КОМ позволяет осуществлять проверку и подтверждать высокое качество и деталей для автомобильного направления ТЕК-КОМ в рамках контрактного производства.
Входной контроль проходит каждая партия автомобильных подшипников ступицы и ступичных узлов.

Процедура оценки качества
Оценка качества продукции – многоступенчатый процесс, регламентированный соответствующей управляющей
документацией. В лаборатории
осуществляется контроль поступающих
прототипов изделий, образцов РРАР,
входящих материалов и компонентов в
соответствии с утвержденным Планом
Контроля Качества.
Стоит отметить, что наше технологическое оборудование отвечает мировым
стандартам и в производственную
линию интегрирован 100% контроль
определенных параметров качества.

Оборудование для оценки качества
ЛНКиОК располагает широкой линейкой лабора- торного оборудования:
- оборудование для пробоподготовки (отрезные станки, заточной станок, прессы для запекания образцов, полировальный станок)
- оборудование для металлографического анализа (универсальный твердомер, микротвердомер, микроскопы, оптико-эмиссионный спектрофотометр)
- оборудование для контроля геометрических и микрогеометрических параметров (приборы ручного контроля, различные эталоны, профилометры и т.д.).
Возможности лаборатории
1
Контроль геометрической точности объектов контроля
2
Металлографический анализ
3
Неразрушающий контроль
4
Контроль микрогеометрических параметров
5
Спектрофотомерия (химический анализ марки стали)
Подтверждение качества автомобильных подшипников ступиц и ступичных узлов

В рамках лабораторных исследований команда лаборатории осуществляет контроль всех критически важных параметров и подтверждает соответствие новейшим международным стандартам качества.
Измеряемые параметры
- Размерная и геометрическая точность готовой продукции в соответствии с конструкторской документацией производителя
- Параметры шероховатости
- Твердость и микроструктура компонентов подшипника

Для сравнительного анализа и подтверждения высокого качества изделий ТЕК-КОМ, лаборатория делает замеры деталей мировых производителей подшипников.Как проходит входной контроль
Пример лабораторного контроля качества
Отчет об испытаниях подшипника ТЕК-КОМ® TKHB2404S
ПРОВЕРКА РАЗМЕРНОЙ ТОЧНОСТИ
Контролируемые параметры | Значение, мм | Допуск, мм | Метод контроля | Заключение | ТЕК-КОМ | Премиальный бренд 1 | Премиальный бренд 2 |
|---|---|---|---|---|---|---|---|
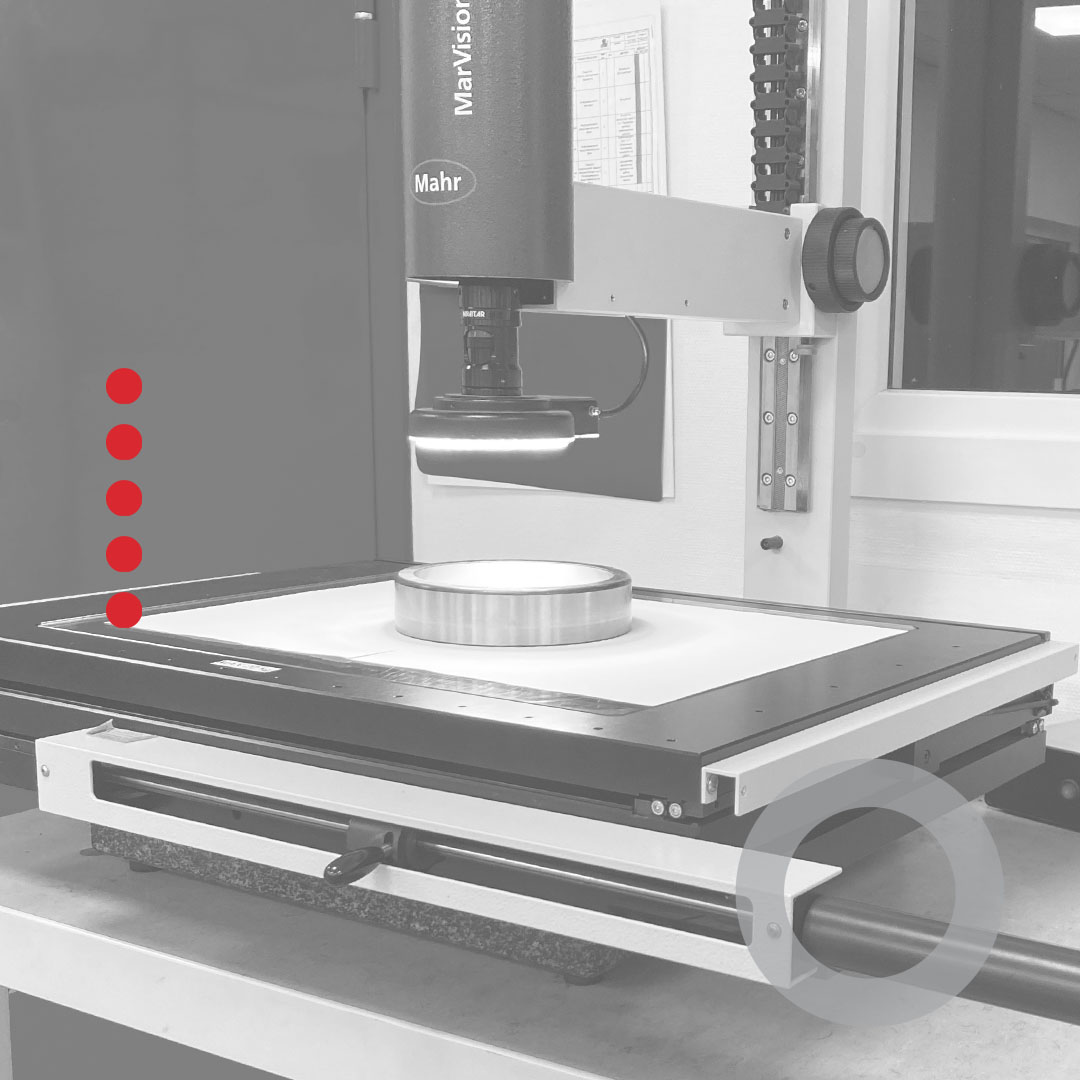
Наружный диаметр наружного кольца | 150 | (-0,020;0) | Видеомикроскоп Mahr MM320 | Соответствует стандарту | 149,993 | 149,986 | 149,983 |
Ширина наружного кольца | 35 | ( -0,200; 0) | Высотомер Mahr Digimar 817CLM | Соответствует стандарту | 34,978 | 34,906 | 34,951 |
Внутренний диаметр внутреннего кольца | 90 | (-0,020;0) | Видеомикроскоп Mahr MM320 | Соответствует стандарту | 90,000 | 89,995 | 89,993 |
Диаметр большого торца внутреннего кольца | 120.65 | ( -0,200; +0,200) | Соответствует стандарту | 120,767 | |||
Диаметр малого торца внутреннего кольца | 101.40 | ( -0,200; +0,200) | Соответствует стандарту | 101,462 | |||
Ширина внутреннего кольца | 45 | ( -0,200; 0) | Высотомер Mahr Digimar 817CLM | Соответствует стандарту | 44,954 | 44,917 | 44,983 |
Ширина подшипника | 45 | ( -0,200; +0,200) | Соответствует стандарту | 45,085 | 45,087 | 45,118 |
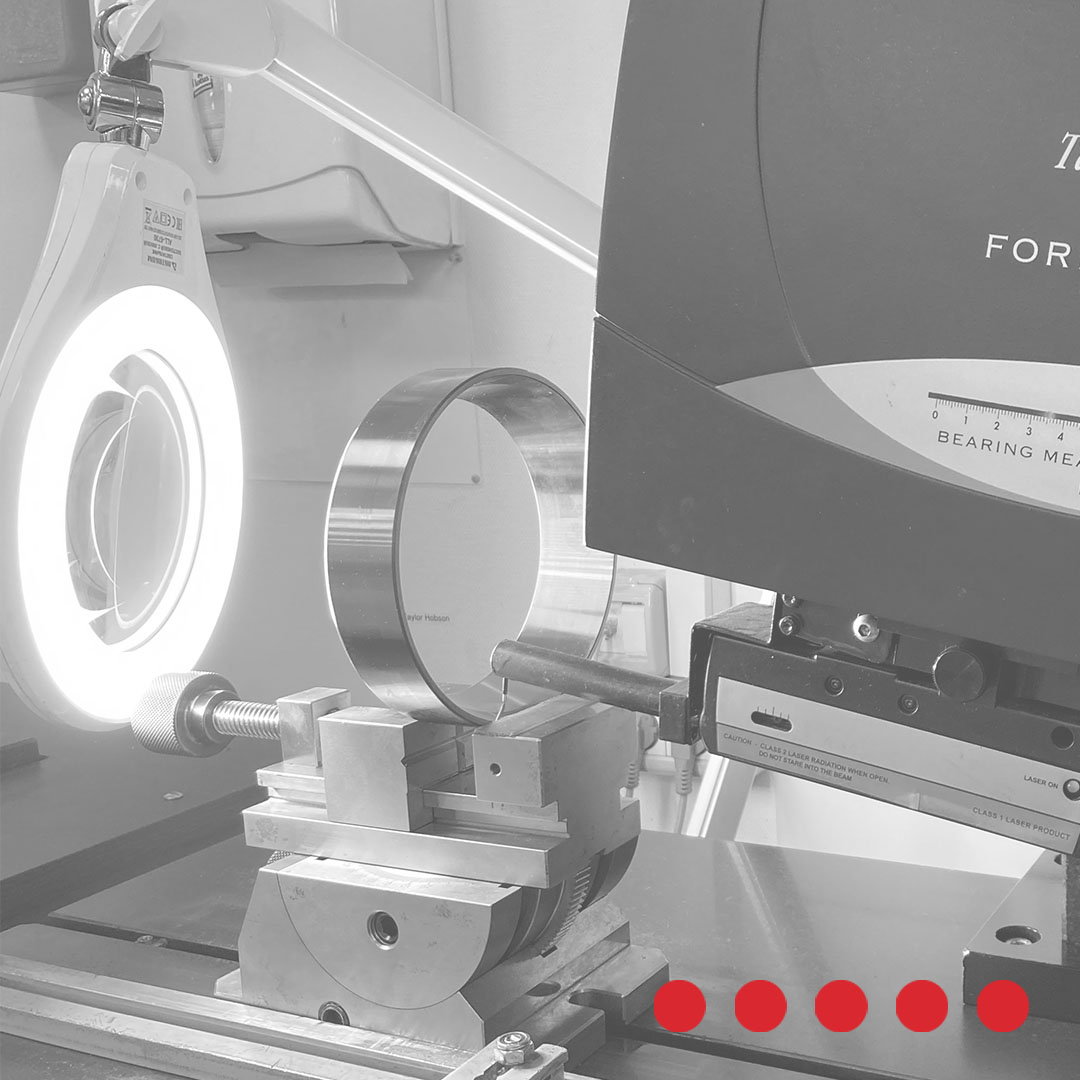
ПРОВЕРКА ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
Контролируемые параметры | Значение, мм | Допуск, мм | Метод контроля | Заключение | ТЕК-КОМ | Премиальный бренд 1 | Премиальный бренд 2 |
|---|---|---|---|---|---|---|---|
Шероховатость наружного диаметра наружного кольца | - | 0.8 Ra max | Профилометр | Соответствует стандарту | 0,213 | 0,28 | 0,32 |
Шероховатость внутреннего диаметра внутреннего кольца | - | 0.8 Ra max | Соответствует стандарту | 0,347 | 0,39 | 0,44 | |
Шероховатость малого торца внутреннего кольца | - | 0.8 Ra max | Соответствует стандарту | 0,013 | 0,29 | 0,44 | |
Шероховатость большого торца внутреннего кольца | - | 0.8 Ra max | Соответствует стандарту | 0,091 | 0,33 | 0,36 | |
Шероховатость большого торца наружного кольца | - | 0.8 Ra max | Соответствует стандарту | 0,082 | 0,29 | 0,71 | |
Шероховатость малого торца наружного кольца | - | 0.8 Ra max | Соответствует стандарту | 0,085 | 0,44 | 0,52 | |
Шероховатость дорожки качения внутреннего кольца | - | 0.2 Ra max | Соответствует стандарту | 0,092 | 0,08 | 0,16 | |
Шероховатость дорожки качения наружного кольца | - | 0.2 Ra max | Соответствует стандарту | 0,115 | 0,11 | 0,09 | |
Шероховатость ролика | - | 0.2 Ra max | Соответствует стандарту | 0,128 | 0,008 | 0,18 |
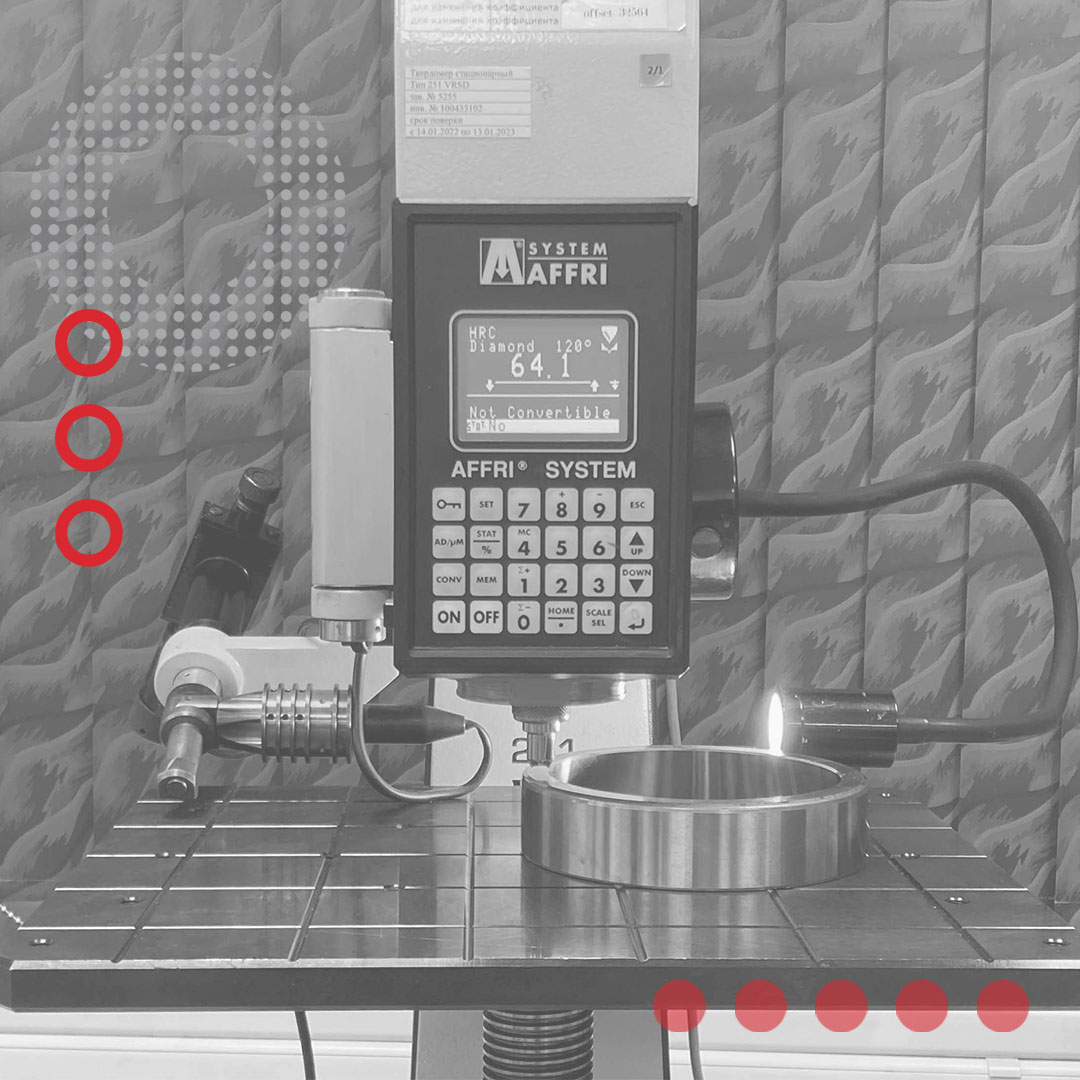
ПРОВЕРКА ТВЕРДОСТИ
Контролируемые параметры | Значение, мм | Допуск, мм | Измеренное значение | Метод контроля | Заключение | ТЕК-КОМ | Премиальный бренд 1 | Премиальный бренд 2 |
|---|---|---|---|---|---|---|---|---|
Твердость внутреннего кольца | - | 59-65 HRC | 61,9 | Affri VRSD251 | Соответствует стандарту | 61,9 | 64,5 | 60,3 |
Твердость наружного кольца | - | 59-65 HRC | 61,1 | Соответствует стандарту | 61,1 | 64,1 | 59,4 | |
Твердость ролика | - | 60-66 HRC | 62,9 | Соответствует стандарту | 62,9 | 63,8 | 61,4 |
ПРОВЕРКА МЕТАЛЛА
- Проверка материала осуществляется на спектрофотометре Foundry Master
- Сталь полностью соответствует эталону – высококачественной подшипниковой марке стали ШХ15 (SAE-52100) у всех трех образцов
- Материал всех компонентов подшипника мартенситную, отличающуюся очень высокой прочностью, и полностью соответствует международным стандартам качества подшипниковой стали